Innovative process technologies for sugar purification, lime recycling, filtration, and resource-efficient white sugar production.
FUTURECYCLING Technology a.s. is a Czech engineering company specialising in process solutions for the sugar industry, with a primary focus on raw juice purification. Its technologies improve process efficiency, reduce resource consumption, and support more sustainable sugar production.
The company’s portfolio includes RECLIME®, a unique lime recycling and reactivation technology, and FILTERTEC, an automated solid particulate filter for process protection. These solutions are complemented by tailored engineering services, supporting sugar factories from concept and design to implementation and optimisation.

Recycling and reactivation of calcium compounds (Ca2+) during the raw juice purification process in the production of white sugar.
A unique and innovative system for effective raw juice purification, supporting decarbonisation and resource efficiency.
The RECLIME® system improves raw juice purification through the progressive recycling and reactivation of calcium compounds (Ca²⁺). By reusing calcium compounds already present in the process, it reduces fresh lime (CaO) consumption to approximately 0.4–0.8% per beet, depending on operating conditions, while enhancing sedimentation and filtration performance.
The system supplies the purification process with optimally dosed calcium compounds (Ca²⁺) of the required composition and high adsorption capacity, helping factories achieve more stable and resource-efficient purification.
Reduced limestone and coke consumption
Reduced fresh lime (CaO) consumption
Reduced filtration cake volume
Typical expected Return On Investment
In the purification process, the RECLIME® system continuously recycles calcium compounds (Ca²⁺), mainly in the form of crystalline calcium carbonate (CaCO₃) with adsorbed non-sugars, separated as carbonation slurry. This enables the substitution of fresh lime (CaO) by recycled calcium compounds (Ca²⁺) within the purification process.
A selected portion of the carbonation slurry is hydromechanically processed and divided into two flows in the patent-protected RECLIMER: a concentrated CaCO₃-rich fraction (HPH) suitable for recycling and a lighter fraction (RPH) containing the majority of non-sugars. The RECLIME® system uses the HPH fraction for controlled recycling. Chemical reactivation is achieved by the addition of milk of lime containing active lime (CaO), with continuous processing into RECLIME® milk in the reactor.
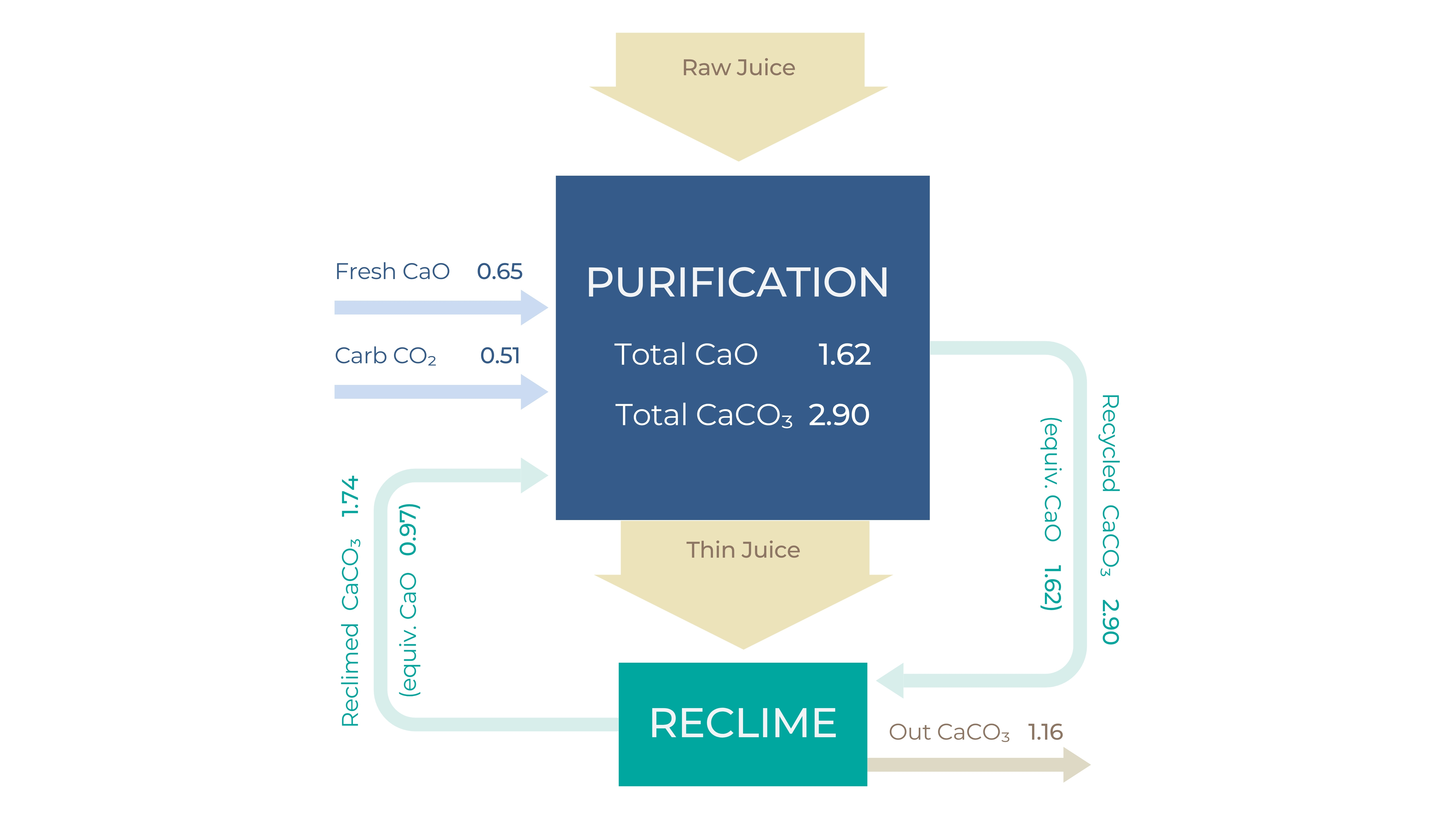
Calcium compounds (Ca2+) balance duringjuice purification (% per beet).
RECLIME® milk is applied at selected stages of the purification process, particularly during preliming. It acts as a filtration and purification agent with high adsorption capacity for non-sugars and strong agglomeration properties.
The RECLIME® system provides real-time process monitoring and control. It integrates advanced automation and digitalisation to ensure precise and reliable dosing of RECLIME® milk throughout the purification process. The process is continuously monitored to prevent excess lime (CaO) at any stage of purification, ensuring consistent process conditions and optimal utilisation of calcium compounds (Ca²⁺).
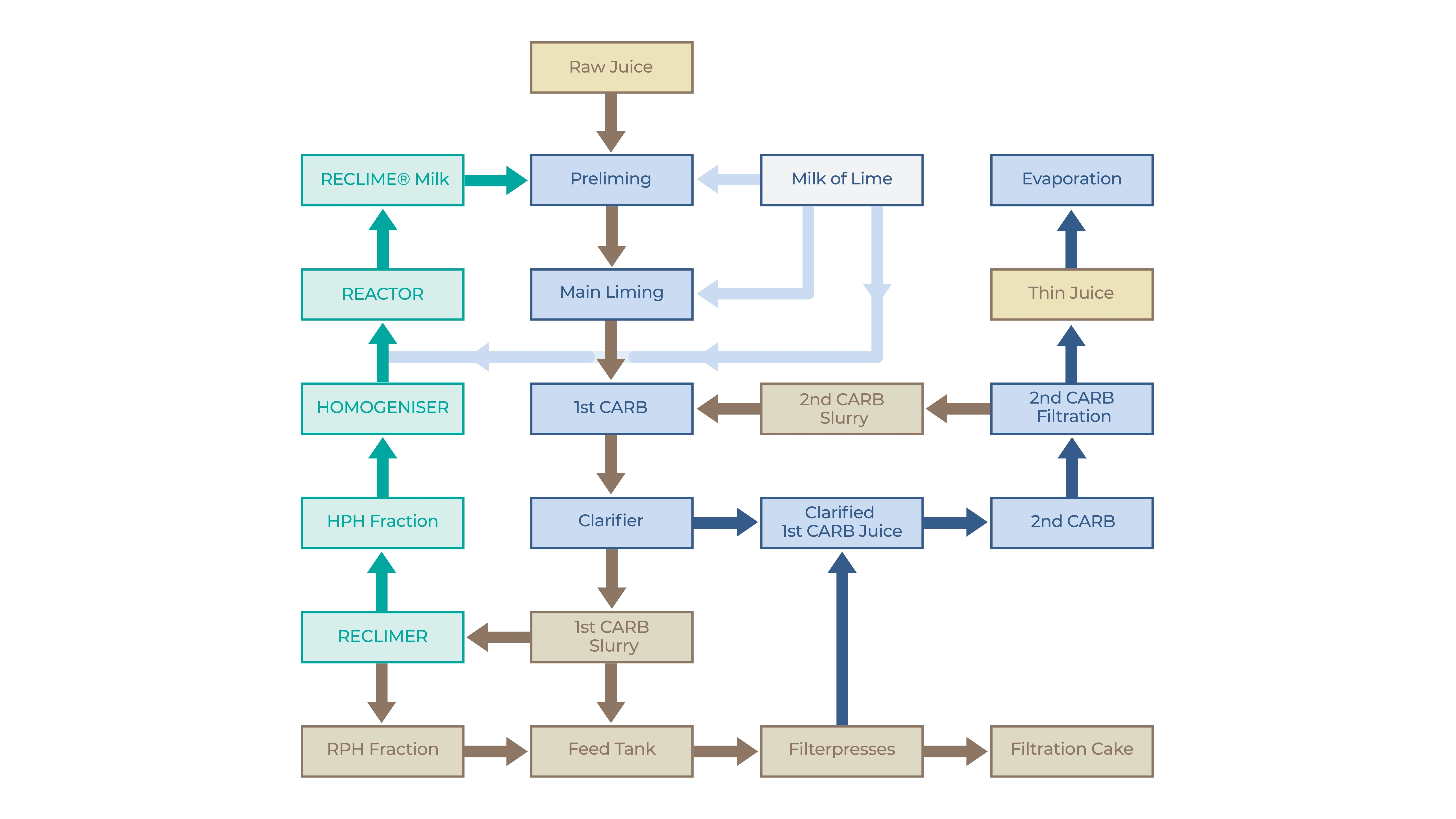
Integration of the RECLIME® system into juice purification ina sugar factory.
The installation and operation of the RECLIME® system result in significant operational cost savings through reduced consumption of lime (CaO), raw materials, and energy. Fresh lime (CaO) consumption can be reduced by 25–60% compared to conventional operation, depending on process conditions.
The expected return on investment for a RECLIME® unit is typically 4–6 years. This makes the system not only a purification technology, but also a practical investment in more resource-efficient and cost-efficient sugar production.
For a sugar factory producing approximately 100,000 tonnes of sugar annually, the application of the RECLIME® system can reduce limestone consumption by 4,670 tonnes, coke consumption by 440 tonnes, filtration cake production by 6,920 tonnes, and total CO₂ emissions by 3,240 tonnes. This corresponds to operational cost savings of €3.5–6.2 per tonne of white sugar produced.
In addition to economic benefits, RECLIME® delivers a measurable reduction in environmental impact and resource use. It reduces CO₂ emissions, raw material demand, and transport requirements through lower consumption of limestone and coke, as well as reduced filtration cake production in the purification process.
Under typical operating conditions, this corresponds to a reduction of 3.5–6.9 tonnes of CO₂ per 1,000 tonnes of processed beet, together with a reduction in transported raw materials and by-products of 13–26 tonnes per 1,000 tonnes of processed beet. For a sugar factory processing around 1.2 million tonnes of beet per campaign, this represents a reduction of 5,830 tonnes of CO₂ emissions and a decrease in transported materials of 21,660 tonnes annually.
Additional process benefits include reduced milk of lime consumption, reduced filtration cake volume and filterpress cycles, reduced sugar losses in filtration cake, lower water demand for desweetening and lime slaking, reduced pumping demand, lower wear and load on key equipment, real-time process control for stable purification, and increased competitiveness through lower operating costs.
